



数控冲床是一种自动化的现在工具,在加工零件这一块起了很大的作用。按工作冲压方式分: 1、机械传动:利用飞轮转动惯性带动打击头进行冲压。优势:造价便宜、维护容易;缺陷:噪音大、吨位局限性。2、液压传动:利用油压缸机马达带动打击头进行冲压。优势:噪音小、吨位高;缺陷:造价高、需要装也人员维护。

1、安全性不断提升冲床的主动安全性,这是MISK的长久以来坚持的信念,永远为使用者提供最为安全可靠的使用体验,这一理念在C1N系列上得到充分的体验。2、刹车C1N系列所有机盘都配备了先进的干式刹车离合器,再加上来自日本TACO的精确敏锐的双联电磁阀能在最大限度内缩短刹车时间。另外,刹车辅助系统二度落装置在突发事件中,当检测到刹车刹不住时,会再次提供刹车信号,以再次提供刹车信号,以提供足够动力保证及时准确刹车。

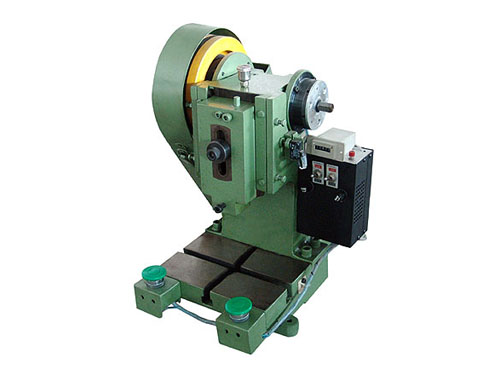
精密冲床广泛应用于多种批量生产之金属钣金加工冲剪、成形、引伸。如交通车辆、钟表、家电、文具、手工具、五金、电脑等产品加工。同时,可加装自动送料机,从事自动移送整条生产线加工。大的国家宏观政策,促进产业升级,淘汰落后产业,为高速精密冲床行业提供了新的机遇,同时也带来很大的挑战。一些品牌厂商,继续保持旺盛的研发和开拓精神,继续完善产品,提高设备的性能,将继续主导这个市场的动向和潮流。而一些贴牌厂商,因为设备没有可持续性实现的基础,加之单纯为了盈利的目的,是行业更加眼花缭乱,使客户难以挑选。而真金不怕火炼,相信高速精密冲床行业的真金一定不会埋没。

1、A.每使用1700-2000小时维护保养应执行项目;2、滑润油脂吐出油量及压力检知功能测试与调整;3、空气系统之滤清器给油器调整阀等功能及水份杂质测试检查与必要调整;4、空气压力开关设定值检查及压力检知功能测试与调整;5、模高指示开关设定值检查与实测值之检查与调整;6、模高调整装置之链轮链条传动轴蜗轮蜗杆等另部件有无松脱异常及链条张力检查与调整。




